Cartonboard – Basic
Cartonboard, or cardboard as it is sometimes called, is the essential raw material for carton production.
All cartonboard is manufactured from renewable resources.
All the grades manufactured are made using a multi play construction and the differences in what is used to make each layer creates the differences between the four basic grades.
Some use 100% pulp as a raw material, some use 100% recovered fibre and some use a combination of both.

Virtually all the cartonboard manufactured in Europe has a coating on the top or printing surface.
This is designed to enhance gloss and print quality.
It is however possible to get uncoated cartonboard for specialised uses such as blister cards.
Cartonboard comes in many different weights or grammages.
It is generally accepted that cartonboard begins at a grammage of around 160 gm2 and it can go up to weights of over 600 gm2.
In addition to the basic grades there are many different variants that are adapted for special uses.
For example, special additives can be included in the cartonboard to make it resistant to water and moisture for use in the chilled and frozen food sector.
Plastic coatings can be applied, usually by extrusion coating, directly onto the cartonboard to provide a waterproof and grease proof barrier for use, for example, in pet food packaging.
Cartonboard can also be laminated with either foil or metallised polyester giving a metallic finish to the material.
These types of specialised boards are becoming more widespread and there are also others such a specific material for microwaves, security board and a great many others.
Types of Cartonboard
SOLID BLEACHED BOARD
SBB / SBS / GZ

This grade is typically made from pure bleached chemical pulp with two or three layers of coating on the top surface and one layer on the reverse.
It is used in such markets as cosmetics, graphics, pharmaceuticals, tobacco and luxury packaging.
It can also be combined with other materials to make liquid packaging board.
SOLID UNBLEACHED BOARD
SUB / SUS
This grade is typically made from pure unbleached chemical pulp with two or three layers of coating on the top surface.
In some cases a white reverse surface is applied.
It is primarily used in the packaging of beverages such as bottles and cans as it is very strong and can be made resistant to water which is essential during the packing process.
It is also used in a wide variety of general packaging areas where strength is important.
FOLDING BOXBOARD
FBB/GC/UC
This grade is typically made from layers of mechanical pulp sandwiched between two layers of chemical pulp with up to three layers of coating on the top or printing surface and one layer of coating on the reverse.
It is used in such markets as drinks, pharmaceuticals, frozen, chilled and other foods, confectionery and a wide range of other markets.
White Lined Chipboard
WLC/GD/GT/UD
This grade is typically made using predominantly recovered fibres.
It is manufactured in a number of layers each of which use selected grades of raw materials. It typically has two or three layers of coating on the top or printing surface and one layer on the reverse.
It is used in a range of applications such a frozen and chilled foods, breakfast cereals, shoes, tissues, toys and many more.
It can have either a white or grey coloured reverse side.
Cardboard Properties
Grammage

The weight of the cartonboard in grams per square metre (g/m2).
Paper with a grammage of more than 160 g/m2 is normally called cartonboard, since it is first at that level that a fibre-based material can be sufficiently stiff and sturdy to function as packaging.
Most cartonboard packaging has a grammage in the range of about 160 to 600 g/m2.
Thickness

The distance between the two surfaces of the cartonboard sheet measured in thousandths of a millimetre (μm).
The material used in most cartonboard packaging has a thickness of 300 to 800 μm slika od merenje na thickness.
DENSITY

Describes how compact the cartonboard is, measured in kilograms per cubic metre (kg/m3).
grammage (g/m3) x 100
Density (kg/m3) =—- (kg/m3)
thickness (μm)
Bulk
Describes how bulky (voluminous) the cartonboard is, measured in cubic metres per kilogram (m3/kg).
thickness (μm)
Bulk (m3/kg) = =———————————————————-=——————————————– (m3/kg)
density grammage (g/m3) x 1000
Cartonboard which is bulky (voluminous) in relation to its weight is said to have high bulk.
Compact cartonboard has low bulk.
Cartonboard with high bulk generally feels stiffer and thicker than cartonboard with the same grammage but with low bulk.
Direction of the Fibers
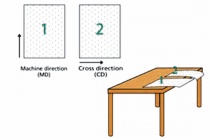
When cartonboard is manufactured the pulp fibers are aligned parallel to the direction in which the cartonboard web is moving.
This means that cartonboard is always stiffer and stronger in that direction.
The machine direction is therefore at right angles to the width of the web.
In terms of creaseability, a crease across the machine direction is better than a crease parallel to the direction is better than a crease parallel to the machine direction.
Stiffness

Stiffness is one of the most important properties of cartonboard.
The demand for stiffness occurs throughout the entire chain from shipping via the store shelf to the consumer.
Cartonboard is the only material which has this ability to offer high stiffness per unit of weight.
Without stiffness, cartonboard could not fulfil its primary function, which is to protect the contents of the packaging.
Compression Strength
When cartons are stacked on top of each other the bottom layer naturally bears the greatest load.
To avoid the cartons collapsing, the most important property of cartonboard as a material is good compression strength.
Tear Strength
The force required to tear a cartonboard sheet along an existing incision.
This is important, for example, so that a tear strip will work when packaging is being opened.
Surface Strength
Cartonboard’s ability to tolerate forces on its surface, for instance from the tackiness of the ink during printing, is
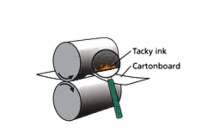
important.
The cartonboard surface must not be torn away by the printing ink during the printing process.
Surface Smoothness
A measurement of how smooth the cartonboard surface is.
A smooth cartonboard surface is important for achieving satisfactory printing and varnishing results.
DIMENSIONAL STABILITY
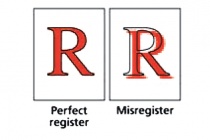
Resistance to dimensional changes in a cartonboard sheet due to changes in such properties as moisture content.
Dimensional stability is important during printing and conversion to avoid such errors as misregister.
WHITENESS
The Cartonboard’s visual impression of whiteness.
Whiteness is expressed by means of a single value.

BRIGHTNESS
Brightness is a concept used in two different contexts:
1) When referring to image reproduction, brightness describes the intensity of the colours. This is also called luminance, i.e. how light or dark an image is.
2) When referring to cartonboard, brightness is expressed as the precentage of light which is reflected from a cartonboard surface at a wavelength of 457nm (nm = nanometre).

GLOSS
The more light which is reflected by the cartonboard surface, the higher the gloss. Gloss can be achieved with various varnishing methods.
OPACITY
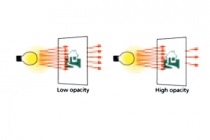
Opacity is a measurement of the capacity of cartonboard to obscure what lies behind it, and is expressed as a percentage.
A high percentage corresponds to a cartonboard sheet with low transparency (high opacity).
A cartonboard sheet with 100% opacity is completely opaque.
The degree of opacity depends on how well the light is scattered and absorbed by the cartonboard.
High opacity is important when printing on both sides of the cartonboard sheet.