
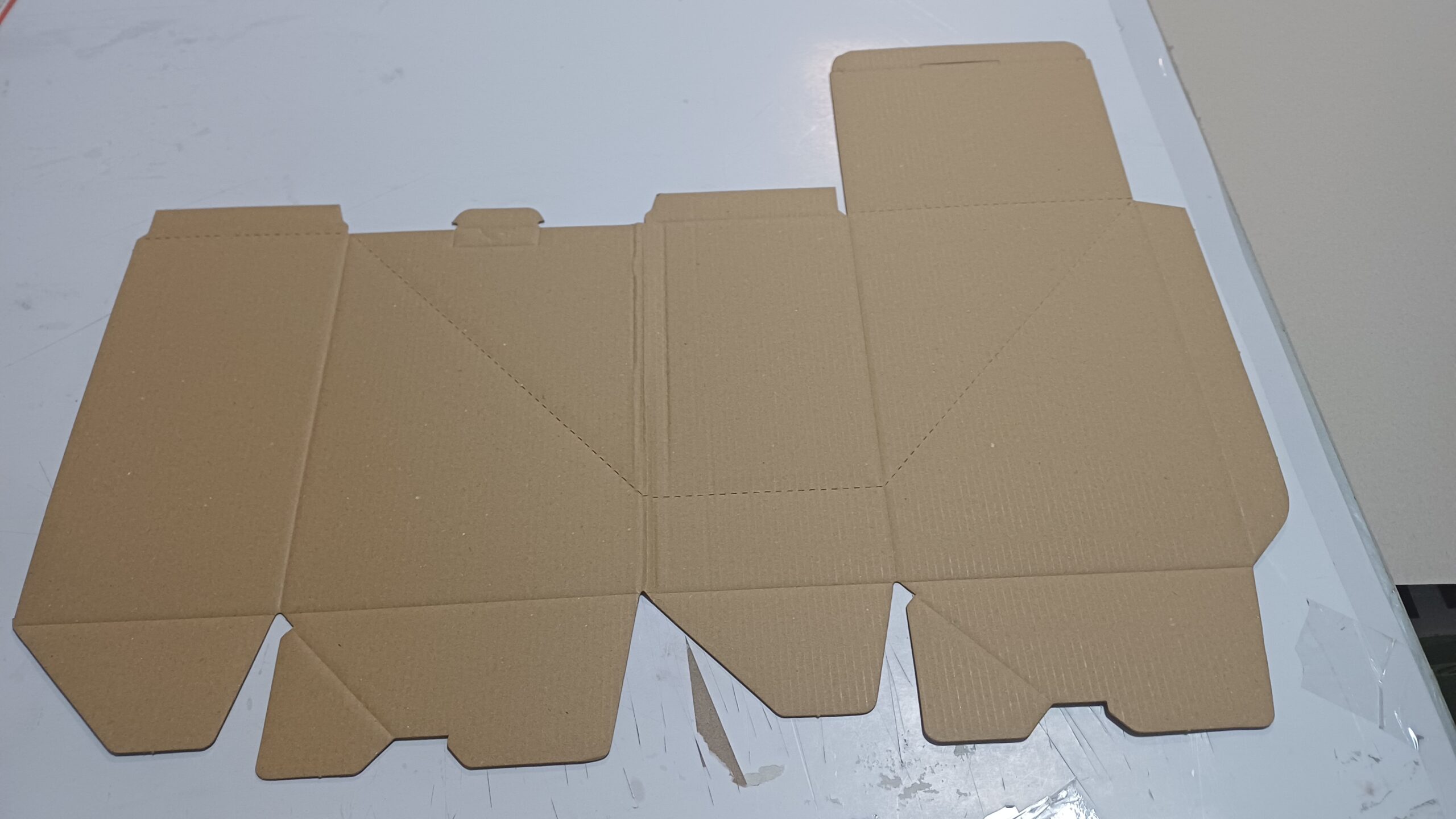
Once a sheet of paperboard has been printed, the structural shape of the container—carefully engineered during the design phase—must be physically extracted.
This is achieved by manufacturing a custom cutting die
Steel rule die cutting is a common postpress process used to cut a range of sheet materials including paper, cardboard, rubber and plastic.
Most standard cardboard boxes and packages are made using this relatively straightforward technique.
In addition to cutting out complex shapes, steel rule die can be used to create creases, perforations and slits.
The Anatomy of a Steel Rule Die
A steel rule die is a custom-engineered tool comprising three critical components that work together to shear and shape the printed substrate.

| Component | Material Composition | Primary Function |
|---|---|---|
| The Substrate (Base) | High-grade, high-density plywood (e.g., void-free maple), aluminum, or steel. | Acts as the flat foundation. The die-maker uses a specialized laser cutter or CNC band saw to cut precisely positioned slits into this board. |
| The Steel Rule | Hardened, sharpened steel. | Essentially an elongated razor blade. The die-maker cuts, bends, and embeds this metal rule directly into the precise slits of the substrate. |
| Ejection Rubber | Compressible elastomeric pads. | Adhered alongside the steel rules. It compresses during cutting and springs back to physically eject the substrate from the blades, preventing jamming. |
The Die Cutting Press Operation
Once the die maker completes the steel rule die assembly, it is immediately ready for production. The execution requires immense mechanical pressure applied through a specialized die cutting press.
- Die Installation: The finished die is securely attached to the top platen (the moving or stationary upper plate) of the die cutting press.
- Tonnage Application: The press generates the required force to shear the substrate. Smaller presses may provide 20 tons (18,000 kg) of force, whereas larger industrial units exert over 150 tons (135,000 kg) of pressure.
- Registration and Alignment: The material to be cut is positioned directly below the die. If registration (alignment with the printed graphics) is critical, the sheet is pushed against a mechanical stop or placed in a locating nest.
- The Cut: The press is actuated. The cutting edges of the steel rule penetrate the material until they contact the bottom platen. When cutting paper or cardboard, this is performed against special hardened steel plates designed to ensure clean edges. The press then reverses, and the cut part is exposed.
Note: In certain non-paper applications, a softer sacrificial material is placed below the substrate to accept the cutting surfaces without damaging the rules.
Creasing, Perforations, and The Matrix
Die cutting is rarely just about slicing material.
Perforations and creases are created simultaneously using specialized steel rules (which are duller or jagged) positioned on the exact same die substrate.
The Creasing Matrix:To achieve crisp, professional folds (especially on thick cardboard), creases often require a secondary component called a matrix.
Positioned on the opposite platen and perfectly aligned with the creasing rule, the matrix acts as a recessed channel that forces the paper fibers to bend precisely without cracking.
Thermal Assistance: When fabricating plastic parts or specific synthetic substrates, heated platens are sometimes utilized to soften the material, vastly improving the quality of both the creases and the cuts.
High-Volume Automatic Die Cutting
In commercial, high-volume packaging operations, fully automatic flatbed die cutters are utilized.
In these advanced machines, the printed material is automatically fed into the press and registered perfectly using optical sensors.
The press cycles at high speeds, and integrated stripping units automatically remove the scrap waste (matrix), indexing the next finished piece onto a neat delivery stack to repeat the process continuously.
Die Cutting Postpress FAQ
What is a steel rule die?
A steel rule die is a custom manufacturing tool made of a rigid base (usually plywood) with specifically bent and sharpened steel blades (rules) embedded into it. It functions like a heavy-duty cookie cutter to stamp out shapes, creases, and perforations from flat sheets of paper, cardboard, or plastic.
Why is ejection rubber used on a die cutting board?
Ejection rubber is placed next to the steel cutting blades. When the press applies pressure, the rubber compresses. When the press opens, the rubber springs back to its original shape, physically pushing the freshly cut cardboard off the blades so it doesn’t get stuck inside the die.
What is a creasing matrix?
A creasing matrix is a specialized channel placed on the bottom plate of the die cutting press, exactly opposite the creasing rule. When pressure is applied, the creasing rule pushes the cardboard into this matrix channel, creating a clean, precisely folded hinge without tearing the paper fibers.