Print Control Strips in offset printing are used to help printer controlling color through whole process of printing and at the end we have a quality printed product.
This control strips are usually put across the edge of the printed sheet containing various test elements for each of the four colors.
The plate exposure target usually consists of very small patterns such as microlines and/or microdots that are graduated in size ranging from six to thirty microns.
By examining the plate and finding the limit of reproduction of these micro elements, usually about ten microns, the vacuum frame draw-down time and the plate exposure duration and uniformity can be monitored.
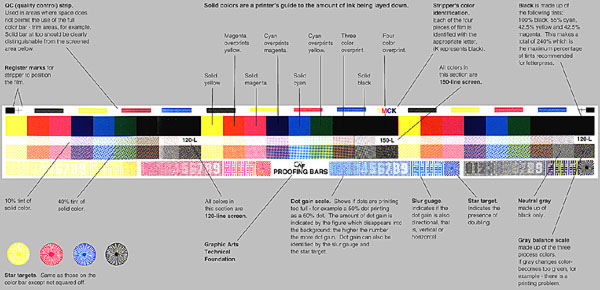
Slur targets may consist of either radial or horizontal and vertical lines that blend together if slurring is occurring on the press.
The direction of the blending indicates if the slur is lateral or longitudinal.

Registration marks may be simply cross hairs that show mis-register or may be more complex showing direction and amount of mis-register.
Other types use micro dots that are scanned by automated equipment.
Balance patches consisting of the three color halftones at about fifty percent dot, are used to visually check color balance.
Solid Ink Density
This procedure makes the assumption that the ink film thickness of each dot is the same irrespective of its size or diameter.
Also as the image coverage varies across the press sheet the amount of ink that is required to print the image changes.
This requires different ink fountain key setting across the press sheet.
To measure the ink film thickness and to ensure its uniformity across the press sheet, patches of solid ink, i.e. 100% dot, for each color are placed in the print control strips.
Dot Gain
Print control strips also have dot test targets for the quarter, half and three quarter tone tints for each of the inks.
These targets are used to monitor the way the dot is printed.
As the image progresses through the reproduction process from film to plate, plate to blanket and finally blanket to paper, the size of the dot is affected and it may grow or sharpen.
This is called dot gain and is expressed as a difference between the original dot on the film and the measured dot on the printed image.
For example, if the original had a dot area of 50% and the resulting printed dot area was 70%, the dot gain would be 20%.
Trap Calculations
The inks are constructed to have a certain stickiness or tack according to the rotation on press.
This is done so that each ink will adhere to the previous ink that was printed rather than lifting it from the paper.
To monitor this, printing strips have targets where solids are overprinted on top of each other, yellow on magenta, yellow on cyan, magenta on cyan.
These patches, together with patches of the component single colors, are then measured with a densitometer and a calculation is made to give a percentage trap figure.
This is then a measure of how well the inks are “sticking” to each other.
Print Contrast
Print contrast is a measure of the ability of the printing process to hold shadow detail.
A density measurement is taken of the three-quarter tone tint patch and of a solid patch.
Print contrast is expressed as the percentage ratio of the difference in density between the two patches to solid ink.
A value above 30% is generally considered acceptable.
The grayness reading shows how “dirty” the ink is.
For these measurements a three filter reading of the solid ink patches is taken and, again, the densitometer can calculate the results.